Ћбµƒ є”√––“µћЎ±рєгЈЇ£ђ≤їЌђµƒ є”√––“µЈѕЋб÷–µƒќџ»Њќп≤їЊґѕаЌђ£ђ“тіЋ≤їЌђ––“µ≤ъ…ъµƒЈѕЋбµƒ‘ў…ъіњїѓє§“’“≤≤ї“ї—щ£ђ’лґ‘ЈѕЋб÷–µƒґа÷÷≤їЌђЇђЅњµƒ÷Ўљр фјл„”£ђќ“ЋЊ≤…”√Ћ’іњћЎ÷∆«њЋб–‘÷Ўљр ф≤ґ„љЉЅ£ђ≈дЇѕЈі”¶≤ґ„љ…и±Є£ђґ‘ЈѕЋб÷–µƒЄчја÷Ўљр фјл„”љш––¬зЇѕЈі”¶≥Ѕµн£ђі”ґшіпµљЄя–Іµƒ»•≥э¬ °£ґ‘”ЏћЎ±рµƒјл„”»з≈рЇЌ…й£ђ“‘Љ∞ґ‘”¶∆дїѓЇѕќпµ»£ђ≤…”√ћЎ÷∆ƒЌЋб–‘„®”√—°‘с–‘ƒ…√„ќьЄљЉЅ»•≥э£ђќьЄљЉЅЇЌ÷ЎЄі≥§ ў√ь є”√°£’лґ‘∆д÷–Їђ”–µƒ–ьЄ°ќпЇЌ…Ђґ»£ђ“‘Љ∞њ…ƒ№”…”–їъќп“э∆рµƒ—’…Ђќџ»Њќп£ђ≤…”√єЂЋЊ—–ЈҐµƒ—хїѓ–‘ƒЌЋб–хƒэЉЅЉіњ… µѕ÷‘§і¶јн—хїѓЌ—…ЂЈі”¶£ђі”ґшіпµљ»•≥э…Ђґ»°Ґ–ьЄ°ќп“‘Љ∞ ѓ”ЌјаЇЌљє”Ќјаµƒ–Ієы°£
є§“’Ѕч≥ћ
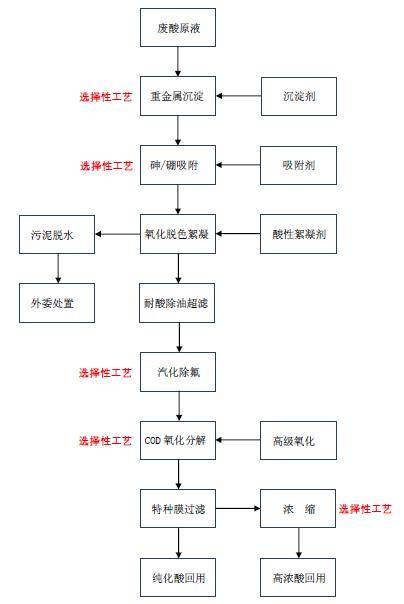
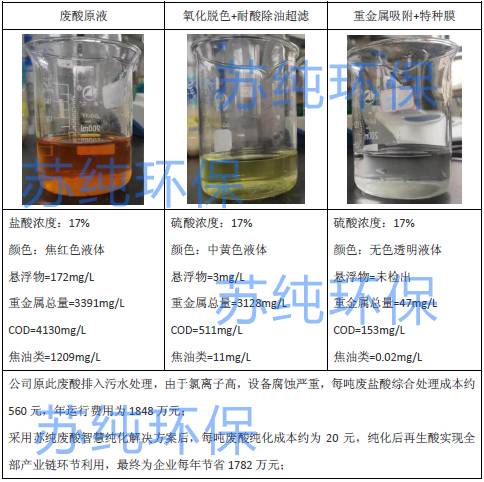
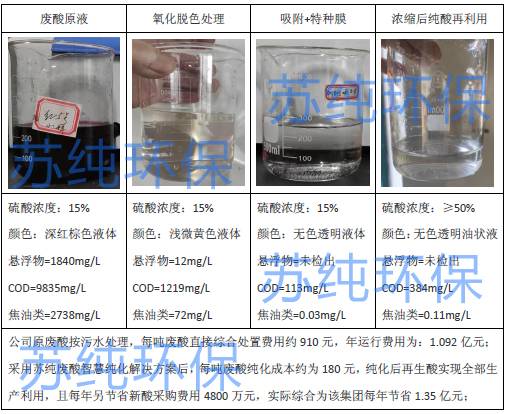
ЈѕЋб÷–ќџ»Њќп÷÷јаґа£ђЄч÷÷ќџ»ЊќпЌ®єэ≤їЌђµƒє§“’љш––ґ®÷∆–‘—°‘с»•≥э°£Ќ®єэЌґЉ”Ћб–‘÷Ўљр ф≤ґ„љЉЅ£ђ є÷Ўљр ф≥Ѕµн»•≥э£ђ»їЇуЌґЉ”„®”√ќьЄљЉЅ»•≥э≈рЇЌ…й£ђ»їЇуљш––—хїѓЌ—…Ђ–хƒэ»•≥эЈѕЋб÷–µƒ–ьЄ°ќпЇЌ…Ђґ»£ђ÷ЃЇуљш»лƒЌЋбЉґ≥ђ¬Ћƒ§…оґ»єэ¬ЋљЎЅфіуЈ÷„”ќџ»Њќп“‘Љ∞”Ќ–‘ќп£®»з ѓ”ЌјаЇЌљє”Ќја£©£ђ»їЇуЌ®єэћЎґ®…и±Є∆ыїѓћбЈъ£ђЈ÷јлЋб÷–µƒЈъјл„”£ђ»їЇу‘ўљш»лЄяЉґ—хїѓ…и±Є£ђјы”√«њ—хїѓЈ÷љв—хїѓ”–їъќпќ™ґю—хїѓћЉЇЌЋЃ£ђљµµЌЋб÷–µƒ”–їъќп≈®ґ»÷Ѕ є”√±к„Љ£ђ»їЇуљш––„оЇуµƒ…оґ»ћЎ÷÷ƒ§єэ¬Ћ£ђ±£÷§ЋбµƒіњЊї°£»з–и“™ћбЄя≈®ґ»£ђ‘ўљш––Ћб≈®Ћб£ђ„о÷’µ√µљљѕЄя≈®ґ»µƒіњЋбїЎ”√”Џ…ъ≤ъ°£
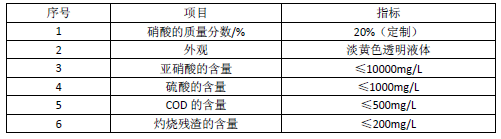
‘ў…ъє§“µѕ°ЅтЋбіпµљ°ґGB/T 534-2014°ЈЇѕЄс∆Ј±к„Љ

‘ў…ъє§“µѕ°—ќЋбіпµљ°ґGB 320-2006°ЈЇѕЄс∆Ј±к„Љ

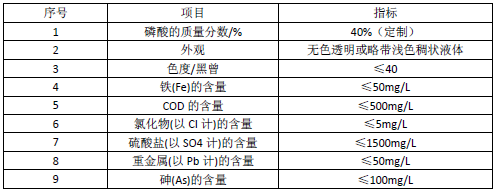
‘ў…ъє§“µѕ°ѕхЋбіпµљ°ґGB/T 2091-2008°ЈЇѕЄс∆Ј±к„Љ
‘ў…ъє§“µѕ°Ѕ„Ћбіпµљ°ґGB/T 2091-2008°ЈЇѕЄс∆Ј±к„Љ
ЇЋ–ƒЉЉ х
1.”µ”–ћЎ÷∆ЉґƒЌЋб„®”√“©ЉЅЉ∞ќьЄљЉЅЉЉ х£ђњ…±£÷§‘ў…ъЋб≤ъ∆Ј–‘ƒ№µƒќ»ґ®–‘£ї
2.”µ”–ƒЌЋб„®”√ћЎ÷÷ƒ§ЉЉ х£ђњ…“‘”––І≥– №20%≈®ґ»“‘ѕ¬µƒЄчјаЋбµƒЄѓ і£ђ≤Ґ±£÷§ƒ§‘™Љюќ»ґ®‘Ћ––2ƒк“‘…ѕ°£
3.ґ‘ЈѕЋб÷–µƒјл„”їт”–їъќпƒ№ µѕ÷—°‘сµƒ»•≥э£ђ±£÷§іњїѓЋбµƒ”––І≥…Ј÷£ђЈј÷єљµµЌЋб”––І≈®ґ»°£
4.ќёќџ»ЊµƒЄяЉґ—хїѓЉЉ х”––І—хїѓ”–їъќпCOD£ђЈј÷є‘ў…ъЋб №µљ”–їъќпµƒќџ»Њ°£
ѕµЌ≥”≈ ∆
1.’ыћеє§“’≤…”√µƒ÷ч“™ќ™ќпјнЈ®£ђґ‘ЋбµƒіњїѓЉЄЇх≤ї‘цЉ”–¬µƒќџ»Њќпјл„”°£
2.ѕµЌ≥‘Ћ––≥…±ЊЉЂµЌ£ђ÷±љ”‘Ћ––≥…±Њ‘Џ9-19‘™/m3„у”“°£
3.є§“’∞ь…и±Є≤…”√«Ћ„∞±к„Љїѓ£ђ’ЉµЎ√жїэ–°£ђƒ£њйїѓ«њ£ђ±г”Џ≤ў„ч°£
4.іњїѓЋб≥цЅѕ÷Є±кќ»ґ®£ђЇѕЄс∆Јњ…іпµљЄ±≤ъЋбµƒ±к„Љ£ђ”≈µ»∆Јњ…іпµљєъ±кє§“µЋб±к„Љ°£
5.ѕµЌ≥≤…”√»Ђ±’ љ‘Ћ––£ђЊшґ‘±£÷§‘Ћ––∞≤»Ђ–‘°£
6.Ћ’іњЊя”–ќ£їѓ∆ЈЊ≠”™–нњ…÷§ЇЌ“„÷∆ґЊїѓ—І∆Ј–нњ…÷§£ђњ…ѕъ џ‘ў…ъµƒіњЋб°£
”√––“µ
1.о—∞„Јџ°ҐЅтЋб°Ґ¬»Љоµ»їѓє§…ъ≤ъ––“µ
2. ™Ј®“±љрЉ∞њу…љњ™≤…––“µ
3.»ЊЅѕ…ъ≤ъ––“µ
4.÷∆“©“љ“©…ъ≤ъ––“µ
5.∞лµЉћеЉ∞ѕаєЎ≤ъ“µЅі…ъ≤ъ––“µ
6.∆дЋы”√Ћбјаµƒ––“µµ»
њЌїІ∞Єјэ
∞Єјэ“ї£Їƒ≥»ЊЅѕ…ъ≤ъ∆у“µ і¶јнЅњ£Ї400m3/dЈѕЅтЋб
ƒ≥»ЊЅѕ…ъ≤ъ∆у“µ£ђƒк”™“µ ’»л…ѕ∞ў“Џ‘™£ђЉѓЌ≈»ЊЅѕ ¬“µ≤њ…ъ≤ъєэ≥ћ÷– є”√іуЅњµƒЅтЋб£ђ√њ…ъ≤ъ1ґ÷»ЊЅѕ≥…∆Ј–и”√ЅтЋб2ґ÷„у”“£ђµЂ «÷ї”–10£•„󔓵ƒЅтЋб„чќ™”––І÷√їїїщљш»лЈі”¶£ђ∆д”аіу≤њЈ÷ «“‘µЌ≈®ґ»£®10%~30%£©µƒѕ°ЈѕЅтЋб≈≈≥ц£ђ≤ъ…ъµƒЈѕЋб÷–Їђ”–іуЅњµƒ»ЊЅѕЈ÷„”≤–Ѕфќп£ђCODја”–їъќп£ђ“‘Љ∞ѕхЋбЄщµ»°£
∞Єјэґю£Їƒ≥їѓє§…ъ≤ъ∆у“µ і¶јнЅњ£Ї110m3/dЈѕ—ќЋб
ƒ≥ °Љґїѓє§‘∞«шµƒїѓє§∆у“µ£ђ÷ч“™…ъ≤ъЉоја°Ґ“Ї¬»°Ґ∆ѓЈџЊЂ“‘Љ∞¬»їѓќпїѓє§‘≠Ѕѕµ»£ђєЂЋЊ¬»їѓќп≤ъ“µЅіЌк…∆£ђ‘≠Ѕѕ…ъ≤ъїЈљЏ÷–≤ъ…ъ є”√ќ≤∆шќь ’є§“’£ђ≤ъ…ъ”–µЌ≈®ґ»‘Љ17%µƒЈѕ—ќЋбЈѕ“Ї£ђ”…”Џ «ќ≤∆шќь ’≤ъ…ъµƒЈѕЋб£ђµЉ÷¬іЋЈѕ—ќЋб÷–”–іуЅњµƒ÷Ўљр ф°Ґљє”Ќја°ҐЈ…ї“–ьЄ°ќп°Ґ…Ђґ»“‘Љ∞”–їъќпµ»Єч÷÷ќџ»Њќп£ђ≥…Ј÷Љ∞∆дЄі‘”°£