






针对乳化液废水水质介绍:
本方案是我司开发的另一套针对特规水溶性切削液的处理方案。此类乳化液废水对比常规乳化液废水的不同之处在于两点:
1.外观性状:非乳白色,但色度高,常见色为绿色和琥珀色,水质较透明,无较多的悬浮物,而且废水中含有的油类物质少,甚至没有;
2.废水气味:气味大,有明显的醇胺类(三乙醇胺、乙二醇、二乙醇胺类)化学气味;或无明显气味;
此类乳化液废水,之所以比乳白色乳化液废水难处理,首先在于其源头的切削液配方属于水溶性,而且使用的生产工艺段无油脂接触,主要分子内结构没有如油包水或水包油的乳粒存在,所以利用我司的第一套工艺:电氧化工艺,无法进行有效的破乳分解氧化作用;
针对此类水溶性乳化液废水,我司又开发一套全新工艺:SC-01X湿式强氧化工艺
工艺简介:
湿式催化氧化法是八十年代中期国际上发展起来的一种治理高浓度有机废水的先进环保技术,该技术的主要原理是在一定压力(2-8Mpa)和温度(200-280℃)下,将废水通过装有高效氧化性能催化剂的反应器,可将其中的有机物及含N、S等的毒物催化氧化成CO2、H2O及N2、SO42- 等无害物排放。具有净化效率高,无二次污染,流程简单,占地面积小、工艺成熟等优点。
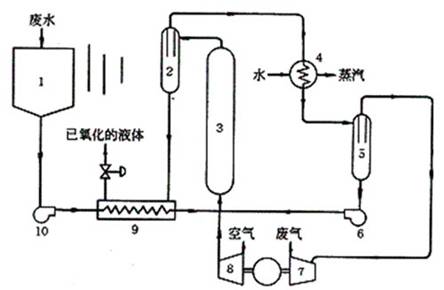
1-贮存罐;2,5-分离器;3-反应器;4-再沸器;6-循环泵;7-透平机;8-空压机;9-热交换器;10-高压泵
水溶性乳化液废水实验数据:
1. 浙江某机械集团公司乳化液母液水质
|
项目 |
PH |
COD |
BOD5 |
氨氮 |
TP |
石油类 |
SS |
|
w1棕色废水 |
8.97 |
<85000 |
<25500 |
<500 |
<50 |
<100 |
<400 |
|
w3绿色废水 |
8.72 |
<65000 |
<19500 |
<90 |
<65 |
<50 |
<200 |
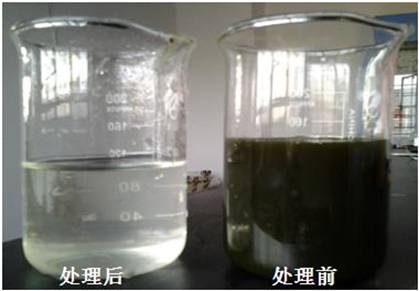
母液废水外观性状:


经过我司SC-01X湿式强氧化工艺处理后水质性状:
水质指标:
|
污染指标 |
PH |
COD |
BOD5 |
SS |
氨氮 |
石油类 |
TP |
|
综合原水母液 |
6-12 |
85000 |
25500 |
1000 |
100 |
4500 |
50 |
|
湿式氧化清液 |
7.03 |
2100 |
630 |
0 |
<5 |
<1 |
<2 |
|
排放标准 |
已达标 |
不达标 |
不达标 |
已达标 |
已达标 |
已达标 |
已达标 |
|
去除率 |
- |
97% |
97% |
100% |
93% |
99% |
99% |
2. 湖北某外资机械公司
乳化液母液处理前后对比:

处理前后水质指标对比:
|
污染物 |
pH |
色度 |
SS |
BOD5 |
COD |
石油类 |
氨氮 |
|
乳化液母液 |
9.86 |
150 |
700 |
9000 |
30000 |
3800 |
150 |
|
实测值 1#数据 |
/ |
1 |
10 |
117 |
386 |
0.08 |
17.6 |
|
实测值 2#数据 |
/ |
1 |
10 |
165 |
510 |
0.13 |
24.8 |
|
排放标准 |
已达标 |
已达标 |
已达标 |
不达标 |
不达标 |
已达标 |
已达标 |
|
去除率 |
- |
99% |
98% |
97% |
98% |
99% |
97% |
SC-01X湿式强氧化工艺运行成本:
本工艺比我司的电氧化工艺运行成本高,但相对外委处理的费用,仍具有不可替代的优势。本工艺适用于我司电氧化工艺无法处理的特规乳化液废水,适用水量在1000吨/年以下。
|
项目 |
外委处理 |
苏纯湿式强氧化工艺法 |
|
每吨乳化液主要运行成本 |
2000元/吨 |
79.00-102.00元/吨 |
|
年处理乳化液废水:500吨 |
100万/年 |
3.95-5.10万/年 |
|
综合 |
年节省企业成本支出:95万元左右 |
|
SC-01X湿式强氧化工艺现场设备:









